企事业单位自愿组织成立的行业协会组织
是铸造行业与政府间的桥梁和纽带
苏州市铸造业是省内领先的传统基础工业产业之一
已拥用一批在国内同行业中已处于领先地位的中大型企业

铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件

日期:2019-02-23来源:苏州市铸造协会
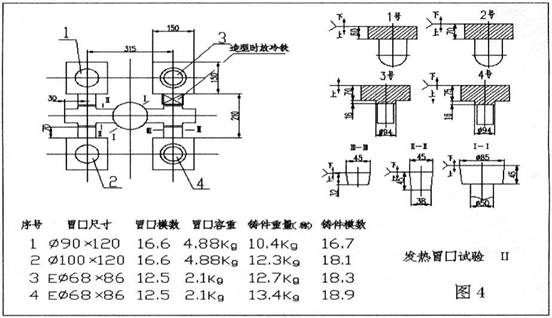
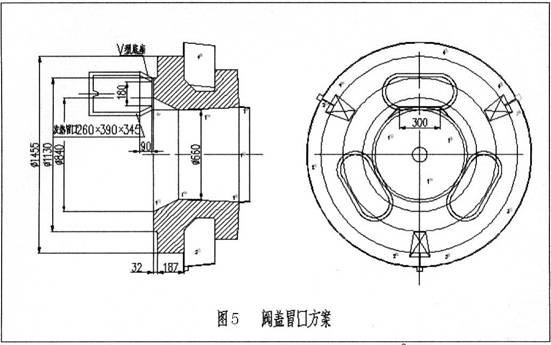
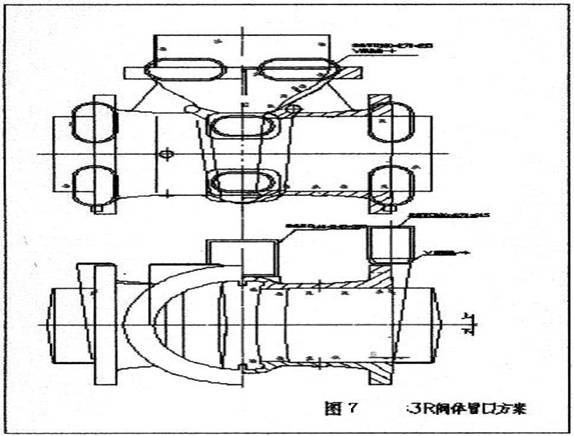
XY发热保温冒口在铸钢件上的应用试验与研究

|
序号 |
铸件、冒口总重 (Kg) |
铸件重 (Kg) |
冒口秤重 (Kg) |
冒口灌水重 (g) |
RT检查 |
|
1 |
13.1 |
8.4 |
4.7 |
51.5 |
无缺陷 |
|
2 |
14.8 |
8.3 |
6.5 |
90 |
无缺陷 |
|
3 |
11.2 |
9.3 |
1.9 |
12.5 |
无缺陷 |
|
4 |
13.1 |
11.5 |
1.6 |
45.5 |
无缺陷 |
|
序号 |
铸件、冒口总重 (Kg) |
铸件重 (Kg) |
冒口秤重 (Kg) |
冒口灌水重 (g) |
RT检查 |
|
1 |
14.6 |
10.4 |
4.2 |
81 |
无缺陷 |
|
2 |
16.1 |
12.3 |
4.1 |
77 |
无缺陷 |
|
3 |
14.1 |
12.7 |
1.4 |
44 |
夹杂一级 |
|
4 |
15 |
13.4 |
1.6 |
68 |
较大缩孔 |
|
试件号 |
有效模数 |
冒口钢水容重/铸件重量 |
补缩效率% |
|
1 |
0.99(1.11) |
0.33(0.56) |
15.6(13.4) |
|
2 |
0.92(1.22) |
0.40(0.78) |
17.6(10.2) |
|
3 |
0.68(0.73) |
0.18(0.20) |
×(29.2) |
|
4 |
0.68(0.8) |
0.12(0.14) |
×(36.8) |
|
铸件重量 |
冒口类型 |
冒口尺寸及数量 |
冒口总重 |
工艺出品率 |
|
3,900 Kg |
保温冒口 |
340×510×500×3个 |
1,734 Kg |
67.2% |
|
发热保温冒口 |
260×390×345×3个 |
1,000 Kg |
79.6% |
|
铸件重量 |
冒口类型 |
冒口尺寸及数量 |
冒口容重 |
工艺出品率 |
|
2,040Kg |
保温冒口 |
180×270×235×2个 |
1,146Kg |
64% |
|
190×285×250×2个 |
||||
|
160×240×210×2个 |
||||
|
发热保温冒口 |
180×270×215×2个 |
1,000Kg |
67.1% |
|
|
180×270×215×2个 |
||||
|
160×240×180×2个 |




|
序号 |
分析部位 |
化 学 成 分 |
||||||
|
C |
Si |
Mn |
P |
S |
Al |
|||
|
1 |
表层 |
a |
0.219 |
0.545 |
0.942 |
0.021 |
0.018 |
0.166 |
|
2 |
b |
0.237 |
0.496 |
0.941 |
0.026 |
0.013 |
0.102 |
|
|
3 |
C |
0.225 |
0.451 |
0.958 |
0.031 |
0.015 |
0.004 |
|
|
4 |
d |
0.200 |
0.636 |
0.965 |
0.027 |
0.015 |
0.063 |
|
|
5 |
中心部位 |
0.238 |
0.471 |
0.940 |
0.025 |
0.014 |
0.065 |
|
|
序 号 |
分析部位 |
化 学 成 分 |
|||||||||
|
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Mo |
Cu |
Al |
||
|
1 |
表层 1 |
0.058 |
1.369 |
1.183 |
0.015 |
0.007 |
19.28 |
27.53 |
2.063 |
2.987 |
0.061 |
|
2 |
表层 2 |
0.062 |
1.342 |
1.171 |
0.017 |
0.008 |
19.24 |
27.91 |
2.079 |
3.005 |
0.076 |
|
3 |
中心部位 |
0.060 |
1.370 |
1.177 |
0.015 |
0.007 |
19.26 |
27.37 |
2.065 |
2.980 |
0.084 |
|
4 |
本体 |
0.053 |
1/165 |
1.163 |
0.019 |
0.006 |
19.46 |
27.23 |
2.086 |
3.057 |
0.010 |